Telefone:+86-0572-2926332 / 2926337
E-mail:[email protected]
 简体中文
简体中文Por que um rotor de desgaseificação de nitreto de silício é a melhor atualização para fusão de alumínio
2026.04.20
O que um rotor de desgaseificação de nitreto de silício faz no processamento de alumínio
Um rotor de desgaseificação de nitreto de silício é um componente cerâmico rotativo usado no processo de desgaseificação rotativa de alumínio fundido. Sua principal função é dispersar gás inerte – normalmente argônio ou nitrogênio – no fundido como bolhas finas e uniformemente distribuídas. Essas bolhas sobem através do metal líquido, capturando o gás hidrogênio dissolvido ao longo do caminho e transportando-o para fora do fundido antes que o alumínio se solidifique. Se o hidrogênio não for removido, ele forma porosidade na peça fundida acabada, o que enfraquece a peça e faz com que as taxas de rejeição aumentem acentuadamente.
O rotor fica na extremidade de um eixo e gira em velocidades controladas – normalmente entre 200 e 600 RPM – enquanto está submerso em alumínio fundido em temperaturas que variam de 680°C a mais de 760°C. Nessas condições, o material do qual o rotor é feito é extremamente importante. O nitreto de silício (Si₃N₄) emergiu como o material dominante para rotores de desgaseificação de alto desempenho porque combina excepcional resistência ao choque térmico, inércia química ao alumínio fundido e resistência mecânica de uma forma que nenhum material concorrente corresponde ao uso industrial de longo prazo.
Por que o nitreto de silício supera outros materiais de rotor
Os rotores de desgaseificação têm sido historicamente feitos de grafite, e o grafite ainda é usado em operações de menor rendimento. No entanto, os rotores cerâmicos de nitreto de silício substituíram amplamente o grafite em ambientes exigentes de fundição por um conjunto claro de razões. Compreender a comparação de materiais ajuda os gerentes de fundição a justificar o custo inicial mais alto dos componentes de Si₃N₄.
Rotores de desgaseificação de nitreto de silício vs. grafite
Os rotores de grafite são baratos e fáceis de usinar, mas oxidam progressivamente nas temperaturas de operação, causando perda contínua de material. Isso significa que os rotores de grafite devem ser substituídos com frequência – muitas vezes a cada poucas semanas em operações de alto volume – e os subprodutos da oxidação podem contaminar o fundido se o rotor se degradar inesperadamente no meio do processo. Os rotores de nitreto de silício não oxidam em temperaturas de processamento de alumínio e apresentam reação insignificante com ligas de alumínio fundidas. Um rotor de desgaseificação de Si₃N₄ de qualidade normalmente dura de 3 a 10 vezes mais do que um rotor de grafite equivalente, reduzindo drasticamente os custos de substituição por unidade e o tempo de inatividade não planejado.
Nitreto de Silício vs. Outras Cerâmicas Avançadas
Carboneto de silício (SiC) e alumina (Al₂O₃) são duas outras cerâmicas avançadas às vezes usadas em aplicações de contato de alumínio. O carboneto de silício tem excelente dureza, mas é mais propenso a rachaduras por choque térmico do que o nitreto de silício, particularmente durante a rápida imersão em metal fundido que caracteriza as operações de desgaseificação. A alumina tem boa resistência química, mas menor tenacidade à fratura, tornando-a vulnerável a choques mecânicos causados por turbulência e contato acidental com as paredes do forno ou da panela. A combinação do nitreto de silício de alta tenacidade à fratura (~6–7 MPa·m½), baixo coeficiente de expansão térmica e forte resistência ao choque térmico (tolerância ΔT de 500°C ou mais) torna-o a opção durável mais confiável em condições reais de operação de fundição.
| Propriedade | Nitreto de Silício (Si₃N₄) | Grafite | Carboneto de Silício (SiC) |
| Resistência à oxidação | Excelente | Pobre | Bom |
| Resistência ao choque térmico | Excelente | Bom | Moderado |
| Resistência à fratura | Alto (6–7 MPa·m½) | Moderado | Moderado |
| Reação com Al fundido | Insignificante | Baixo-moderado | Baixo |
| Vida útil típica | Meses a 1 ano | Semanas | Meses |
| Custo inicial | Alto | Baixo | Moderado–High |
Como funciona o processo de desgaseificação rotativa com um rotor de Si₃N₄
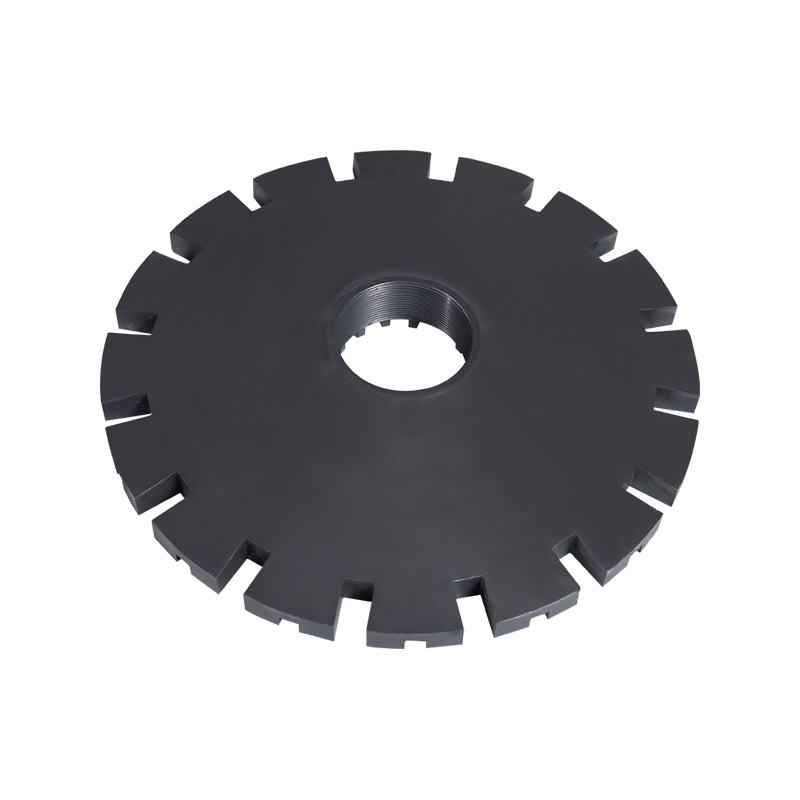
A unidade rotativa de desgaseificação (RDU) consiste em um motor, um eixo e um rotor de desgaseificação na ponta. O rotor de nitreto de silício é tipicamente um disco ou impulsor com um furo central para fornecimento de gás e uma série de ranhuras radiais ou angulares que quebram o fluxo de gás inerte que entra em bolhas finas à medida que o rotor gira. O design dessas ranhuras – seu número, ângulo e profundidade – afeta significativamente a distribuição do tamanho das bolhas e, portanto, a eficiência da desgaseificação.
Quando o rotor está submerso e girando, o gás inerte desce através do eixo oco e sai pelas portas de dispersão do rotor. A ação centrífuga do rotor giratório corta o gás em bolhas com diâmetros tipicamente na faixa de 1 a 5 mm. Bolhas menores têm uma relação maior entre área de superfície e volume, o que significa mais área de contato entre o gás e o fundido por unidade de gás utilizada – melhorando diretamente a eficiência da remoção de hidrogênio. Um bem desenhado rotor de desgaseificação de nitreto de silício atinge um teor final de hidrogênio abaixo de 0,10 ml/100g de alumínio, que é o limite para a maioria das aplicações de fundição estrutural.
O papel da velocidade do rotor e da taxa de fluxo de gás
A velocidade do rotor e a vazão do gás trabalham juntas para determinar o tamanho e a distribuição das bolhas. O aumento da rotação do rotor geralmente produz bolhas mais finas, mas uma velocidade muito alta cria turbulência que puxa os óxidos da superfície para o fundido - o oposto do que a desgaseificação pretende alcançar. A maioria dos fabricantes de rotores de nitreto de silício recomenda velocidades de operação entre 300 e 500 RPM para unidades de desgaseificação baseadas em panela, com taxas de fluxo de gás de 2 a 10 litros por minuto, dependendo do volume de fusão. A combinação ideal é determinada empiricamente para cada configuração de forno e tipo de liga, usando testes de pressão reduzida (RPT) ou medições de índice de densidade para verificar os níveis de hidrogênio.
Compatibilidade com injeção de fluxo
Alguns sistemas de desgaseificação rotativa injetam simultaneamente pós fundentes (normalmente à base de cloreto ou flúor) juntamente com o gás inerte para melhorar a remoção de inclusões e a separação de escórias. Os rotores de desgaseificação de nitreto de silício são quimicamente resistentes aos compostos de cloro e flúor usados nessas misturas de fluxo, enquanto os rotores de grafite sofrem erosão acelerada na presença de gases de fluxo reativos. Essa compatibilidade torna os rotores de Si₃N₄ a escolha prática para operações combinadas de desgaseificação e fluxo onde são necessárias remoção simultânea de hidrogênio e flotação de inclusão.
Principais especificações a serem verificadas ao comprar um rotor de desgaseificação de nitreto de silício
Nem todos os rotores de nitreto de silício são fabricados com o mesmo padrão. A indústria cerâmica utiliza vários graus e métodos de processamento para Si₃N₄, e as diferenças são significativas em aplicações de alta temperatura. Aqui estão as especificações técnicas mais importantes ao avaliar ou adquirir um rotor de desgaseificação de cerâmica:
- Densidade e porosidade: Um rotor de nitreto de silício de alta qualidade deve ter densidade de sinterização de pelo menos 3,20 g/cm³, próxima do máximo teórico de 3,44 g/cm³. Densidade mais baixa indica porosidade residual, o que enfraquece a peça e cria caminhos para infiltração de metal fundido sob tensão rotacional. Solicite aos fornecedores certificação de densidade em cada lote de produção.
- Método de sinterização: Nitreto de silício prensado a quente (HPSN) e nitreto de silício ligado por reação sinterizado (SRBSN) são as duas formas mais comuns usadas em aplicações de desgaseificação. HPSN oferece maior densidade e resistência, mas é mais caro e limitado a geometrias mais simples. O SRBSN permite perfis de rotor mais complexos com propriedades confiáveis e é amplamente utilizado para rotores de desgaseificação tipo impulsor com canais de gás complexos.
- Resistência à flexão: Procure uma resistência à flexão mínima de 700 MPa (medida por flexão de quatro pontos de acordo com a ISO 14704). Rotores operando em altas RPM em metal fundido turbulento sofrem cargas de flexão reais, e um componente abaixo desse limite corre maior risco de falha por fratura durante a operação.
- Tipo de conexão do eixo: Os rotores Si₃N₄ conectam-se ao eixo de desgaseificação por meio de uma junta roscada, flangeada ou de pino e soquete. As conexões roscadas em cerâmica requerem fabricação precisa para evitar concentrações de tensão nas raízes da rosca. Confirme se a geometria e a tolerância da rosca correspondem às especificações do eixo da sua unidade de desgaseificação antes de fazer o pedido, pois ajustes não padronizados são uma das principais causas de fratura prematura do rotor.
- Acabamento superficial e geometria da porta de gás: Os furos de dispersão e ranhuras no rotor devem ser usinados com precisão com superfícies internas lisas para evitar turbulência de gás no ponto de saída. A geometria irregular ou inconsistente da porta produz distribuições irregulares de bolhas, reduzindo a eficiência da desgaseificação. Solicite desenhos dimensionais e especificações de acabamento superficial (valor Ra) ao fornecedor se aplicações críticas de qualidade estiverem envolvidas.
- Certificação de teste de choque térmico: Alguns fabricantes testam os rotores alternando-os entre a temperatura ambiente e 800°C diversas vezes antes do envio. Pergunte se o fornecedor realiza esta qualificação e se um certificado de conformidade está disponível. O teste de choque térmico detecta componentes microfissurados antes que eles cheguem à linha de produção.
Indústrias e aplicações que utilizam rotores de desgaseificação de nitreto de silício
Rotores de desgaseificação de nitreto de silício são usados sempre que a qualidade do alumínio fundido é uma variável crítica de produção. As indústrias que dependem deles abrangem desde fundição automotiva de alto volume até fabricação aeroespacial de precisão.
Fundição Automotiva
O setor automotivo é o maior consumidor de peças fundidas de alumínio desgaseificado. Blocos de motor, cabeçotes de cilindro, pistões, carcaças de transmissão e componentes estruturais do chassi exigem alumínio de baixa porosidade e alta integridade que atenda às rigorosas especificações de propriedades mecânicas. As operações de fundição sob pressão de alta pressão (HPDC) e fundição sob pressão de baixa pressão (LPDC) executam ciclos de produção contínuos onde a qualidade consistente do fundido afeta diretamente a taxa de refugo e a precisão dimensional da peça. Os rotores de nitreto de silício são equipamentos padrão em fundições automotivas precisamente porque sua longa vida útil e desempenho consistente suportam o controle rígido do processo exigido em escala.
Componentes de alumínio aeroespacial
As aplicações aeroespaciais exigem um controle ainda mais rígido sobre o teor de hidrogênio fundido do que as automotivas, com níveis alvo frequentemente abaixo de 0,08 ml/100g. Componentes estruturais da fuselagem, nervuras das asas, acessórios da fuselagem e carcaças de turbinas feitos de ligas de alumínio como 2024, 6061 e 7075 estão sujeitos a cargas de fadiga onde a porosidade subterrânea inicia rachaduras. A precisão da desgaseificação alcançada com um rotor de nitreto de silício, combinada com sua operação livre de contaminação, torna-o adequado aos requisitos de rastreabilidade e documentação de qualidade das cadeias de abastecimento aeroespaciais.
Reciclagem Secundária de Alumínio
As fundições secundárias de alumínio processam sucata reciclada, que introduz níveis significativamente mais elevados de hidrogênio, óxidos e inclusões do que o alumínio primário. A desgaseificação é, portanto, mais intensiva em operações secundárias, com ciclos de tratamento mais longos e maiores volumes de gás. Os rotores de desgaseificação de nitreto de silício resistem melhor a esse regime operacional mais exigente do que as alternativas de grafite, que sofrem erosão especialmente rapidamente sob ciclos de tratamento prolongados e taxas elevadas de injeção de fluxo, comuns em fornos de reciclagem.
Fundição e Laminação Contínua
Unidades de desgaseificação em linha são usadas em linhas de lingotamento contínuo para produção de chapas, folhas e tarugos de alumínio. Nestes sistemas, o alumínio fundido flui continuamente através de um ou mais rotores rotativos de desgaseificação instalados num recipiente de tratamento entre o forno e a estação de fundição. O rotor de desgaseificação de cerâmica nesta aplicação deve manter um desempenho consistente durante longos funcionamentos ininterruptos – às vezes dias ou semanas – sem substituição. A durabilidade do nitreto de silício sob essas condições de serviço contínuo o torna o material preferido para sistemas de rotor em linha de fabricantes como Pyrotek, Foseco e Almex.
Instalando e manuseando corretamente os rotores de desgaseificação de nitreto de silício
Mesmo o melhor rotor de nitreto de silício falhará prematuramente se manuseado ou instalado incorretamente. Os componentes cerâmicos requerem mais cuidado do que os metálicos porque são frágeis – têm alta resistência à compressão, mas baixa tolerância a impactos, flexão e carregamento irregular.
- Pré-aqueça antes da imersão: Nunca mergulhe um rotor de nitreto de silício em temperatura ambiente diretamente em alumínio fundido. O choque térmico, mesmo para um material classificado para alto ΔT, aumenta significativamente o risco de fratura. Pré-aqueça o rotor acima da superfície fundida usando calor radiante do forno por pelo menos 15 a 30 minutos antes de baixá-lo. Algumas operações usam uma estação de pré-aquecimento dedicada. Esta prática única é o fator mais comum que separa as operações com excelente vida útil do rotor daquelas que apresentam falhas frequentes.
- Inspecione se há microfissuras antes da instalação: Inspecione visualmente cada rotor antes de montá-lo. Use inspeção por líquido penetrante (DPI) ou teste de líquido penetrante se a inspeção visual for inconclusiva. Uma rachadura invisível a olho nu pode se propagar rapidamente sob tensão operacional e causar a fratura do rotor no fundido - contaminando a carga de alumínio e criando uma situação perigosa.
- Aperte corretamente a conexão do eixo: Apertar excessivamente a conexão roscada entre o eixo e o rotor de Si₃N₄ é uma causa frequente de fratura na raiz da rosca. Siga as especificações de torque do fabricante — normalmente 10 a 25 N·m, dependendo do tamanho da rosca e da geometria do rotor — e use uma chave de torque em vez de fazer estimativas pelo tato.
- Verifique o alinhamento do eixo antes da operação: Um eixo desalinhado transmite momentos fletores ao rotor durante a rotação, que combinados com as cargas térmicas e químicas do fundido, concentram tensões na interface eixo-rotor. Verifique a concentricidade do eixo com um relógio comparador antes do primeiro uso e após qualquer manutenção na unidade de acionamento.
- Evite o contato com as paredes do forno e bordas da panela: Treine os operadores para abaixar a unidade de desgaseificação até o centro do fundido, longe das paredes refratárias. O contato entre o rotor giratório e uma superfície dura – mesmo que breve – pode lascar ou rachar a cerâmica. Mantenha uma folga mínima de 50 mm entre o rotor e qualquer superfície do forno durante a operação.
Avaliando o custo total de propriedade para rotores Si₃N₄
O preço inicial de um rotor de desgaseificação de nitreto de silício é normalmente 3 a 6 vezes maior do que um rotor de grafite comparável. Esta diferença no preço de compra faz com que algumas operações optem pelo grafite sem realizar uma comparação completa dos custos. Quando o custo total de propriedade (TCO) é calculado corretamente — incluindo frequência de substituição, mão de obra, tempo de inatividade e impacto na qualidade do fundido — o nitreto de silício oferece consistentemente menor custo por tonelada de alumínio processado.
Considere uma fundição típica de alto volume processando 200 toneladas de alumínio por mês. Um rotor de grafite pode durar de 3 a 4 semanas antes de precisar ser substituído, resultando em 12 a 16 trocas de rotor por ano, cada uma exigindo tempo de inatividade do forno e mão de obra técnica. Um rotor de nitreto de silício na mesma aplicação pode durar de 6 a 12 meses, reduzindo os eventos de substituição para 1 a 2 por ano. Durante um período de 12 meses, mesmo que cada rotor de Si₃N₄ custe cinco vezes mais que o de grafite, a redução na frequência de substituição, no custo de mão de obra e nas interrupções de produção produz economias líquidas de 30 a 60%, dependendo das especificações operacionais.
Há também uma dimensão de qualidade do fundido no cálculo do custo. A degradação do rotor de grafite introduz finas partículas de carbono no fundido se o rotor se deteriorar inesperadamente. Essas inclusões podem causar defeitos de fundição que resultam em peças descartadas — um custo difícil de quantificar por rotor, mas que é muito real em produções sensíveis à qualidade. O caráter não reativo e sem derramamento do nitreto de silício em condições normais de operação elimina totalmente esse risco de contaminação, que tem valor mensurável em sistemas de qualidade aeroespaciais e automotivos, onde a sucata relacionada à inclusão é rastreada e penalizada.
Solução de problemas comuns com rotores de desgaseificação de cerâmica
Mesmo rotores de nitreto de silício bem conservados encontram problemas. O reconhecimento precoce dos sintomas de problemas comuns permite ações corretivas antes que uma falha total do rotor ou um lote de peças fundidas abaixo do padrão chegue à inspeção.
Remoção insuficiente de hidrogênio apesar dos parâmetros corretos
Se as medições do índice de densidade mostrarem níveis de hidrogênio acima do alvo, mesmo quando a velocidade do rotor e o fluxo de gás estiverem configurados corretamente, as causas mais comuns serão portas de gás parcialmente bloqueadas no rotor e um vazamento no fornecimento de gás a montante do rotor. Remova o rotor após o resfriamento e inspecione os orifícios de dispersão para ver se há obstrução de óxido de alumínio – um problema comum quando o rotor é deixado no fundido depois que a unidade para de girar. Sopre ar comprimido através do canal de gás para confirmar o fluxo desobstruído antes de reinstalar.
Erosão ou corrosão visível do rotor
A erosão superficial em um rotor de nitreto de silício é incomum em condições normais, mas pode ocorrer se o rotor for usado com misturas de fluxo altamente agressivas em concentrações além das recomendações do fornecedor ou se o fundido contiver níveis elevados de metais alcalinos (sódio, cálcio) provenientes de sucata contaminada. Se for observada erosão, reduza a concentração de fluxo e revise a qualidade da entrada de sucata. A erosão severa que altera a geometria do rotor afeta a distribuição das bolhas e deve ser tratada como motivo para substituição, mesmo que o rotor esteja intacto.
Fratura do rotor durante a operação
A fratura de um rotor de desgaseificação de nitreto de silício durante a operação é um evento sério que exige que o fundido seja inspecionado e potencialmente descartado. As causas mais frequentes são choque térmico por pré-aquecimento insuficiente, torque excessivo na conexão do eixo, eixo desalinhado e impacto contra as paredes do forno. A investigação pós-falha deve examinar todos esses fatores antes que o rotor substituto seja colocado em serviço. Revise a superfície da fratura: uma fratura originada na rosca do eixo indica torque excessivo ou concentração de tensão; uma fratura na face do impulsor sugere choque térmico; uma fratura no diâmetro externo sugere dano por impacto.
Produtos Quentes












Contate-nos para cotações e preços!
Basta nos informar o que deseja e entraremos em contato com você o mais breve possível!
Continuaremos a desenvolver e produzir materiais cerâmicos mais avançados para a indústria de processamento de alumínio.
Digitalize o código QR do celular
Contato
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  Edifício No.11, Parque Industrial de Fabricação Inteligente de Alta Tecnologia de South Taihu, Distrito de Wuxing, Cidade de Huzhou, Zhejiang, China
Edifício No.11, Parque Industrial de Fabricação Inteligente de Alta Tecnologia de South Taihu, Distrito de Wuxing, Cidade de Huzhou, Zhejiang, China
Copyright© 2024 Tecnologia de materiais especiais Co. de Zhejiang Shangguijuli, Ltd. All Rights Reserved. Fornecedor de material cerâmico
